
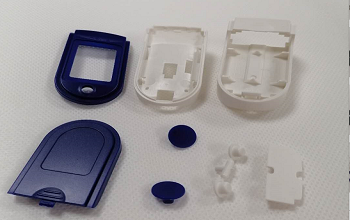
我们公司继额温枪外壳之后,又开发了血氧仪外壳,我们目前的血氧仪有3个系列,今天就其中的...
塑料产品的壁厚与使用要求和工艺要求有关,因此合理地选择塑件的壁厚很重要.在使用上要求壁厚具有足够的强度和刚度;脱模时能承受脱模机构的冲击和振动;装配时能承受紧固力以及在运输中不变形或损坏.在模塑成型工艺上,塑件壁厚不能过小,否则熔融塑料在模具型腔中的流动阻力加大,尤其是形状复杂和大型塑件,成型比较困难;塑件壁厚过大,不但造成用料过多而增加成本,而且会成型工艺带来一定的困难.如会增加塑化及冷却时间,使生产效率显著降低.此外,壁厚过大也易气泡﹑缩孔﹑凹痕﹑翘曲等缺陷,从而影响产品质量。
一.平均肉厚
有了合理的壁厚还应力求同一塑件上各部位的壁厚尽可能均匀,否则会因硬化或冷却速度不同引起收缩力不一致,结果在塑件内部产生应力,致使塑件产生翘曲﹑缩孔﹑裂纹,甚至开裂等缺陷.
二.加强筋
单用增加壁厚的办法来提高塑件的强度通常是不合理的,因为壁的厚度在工艺上受到一定的限制.此时可采用加强筋的办法来增加塑件的强度.
三:支承面
以塑件的整个底面作为支承面是不合理的,因为塑件稍许翘曲或变形就会使底面不平.通常采用的是边框支承或底脚(三点或四点)支承.
四.圆角
带有尖角的塑件,往往会在尖角处产生应力集中,影响塑件强度;同时还会出现凹痕或气泡,影响塑件外观质量.为此,塑件除了使用上要求必须采用尖角之处外,其余所有转角处均应尽可能采用圆弧过渡.这样,不仅避免了应力集中,提高了强度,而且还增加了塑件的美观,有利于塑料充填的流动.此外,有了圆角模具在淬火或使用时不致因应力集中而开裂.但是,采用圆角对凹模型腔加工带来麻烦,使钳工劳动量增大.圆角半径一般不应小于0.5MM.内壁圆角半径可取壁厚的一半,外壁圆角半径可取1.5倍的壁厚
24小时咨询热线13602515468(李先生)/13431536608(王小姐)



